How we make our pots
 Producing
pottery requires various stages of manufacture. The first process obviously
has to be the gathering of the raw material, in this case, clay. Littlethorpe
Pottery is unique to the UK, in that it is the only Pottery in the country
that has continuously dug its raw material on-site.
Producing
pottery requires various stages of manufacture. The first process obviously
has to be the gathering of the raw material, in this case, clay. Littlethorpe
Pottery is unique to the UK, in that it is the only Pottery in the country
that has continuously dug its raw material on-site.
The clay is presently dug from a pit approximately half a mile (800m) from the pottery. The Littlethorpe clay runs in a seam approximately 15m deep and was laid down by the deposit of sediment from the Pennine’s in glacial lakes as the last ice age retreated.
 The Littlethorpe clay ranges in thickness up to about 16 m and consists
of dark grey and brown clay, in layers generally 1.0 to 4.0 mm thick,
inter-laminated with light brown silt layers, generally 1.0 mm thick.
The lithology is typical of varied deposits, representing the annual
cycles of sedimentation.
The Littlethorpe clay ranges in thickness up to about 16 m and consists
of dark grey and brown clay, in layers generally 1.0 to 4.0 mm thick,
inter-laminated with light brown silt layers, generally 1.0 mm thick.
The lithology is typical of varied deposits, representing the annual
cycles of sedimentation.
The seam is close to the surface in Littlethorpe and after the clearance of about 1m of topsoil a pit can be sunk directly into the seam.
 The clay is extracted by hand using a spade to square off 12”
blocks that are forked into the tipping wagon (bogie) for transport
back to the processing shed.
The clay is extracted by hand using a spade to square off 12”
blocks that are forked into the tipping wagon (bogie) for transport
back to the processing shed.
The bogie runs on the original narrow gauge (45 cm) railway and when full weighs approximately 3/4 of a tonne. The bogie is then pushed (by hand) the half mile back to the processing shed were it is emptied and stored for use.
Video 1: Briefly shows the empty bogie being pushed to the clay pit, the clay pit and the layers of clay, the inside of a small pit and the full bogie (3/4 tonne) pushed back to the processing sheds.
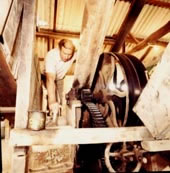 All the machinery used to produce the workable clay is powered from a single
motor by a complex belt drive system. Originally this was steam driven
but is now powered by a small electric motor. Depending on the condition of the clay water is added and the clay
is then fed into the pug mill, the ‘potters best friend’.
All the machinery used to produce the workable clay is powered from a single
motor by a complex belt drive system. Originally this was steam driven
but is now powered by a small electric motor. Depending on the condition of the clay water is added and the clay
is then fed into the pug mill, the ‘potters best friend’.
Video 2: Briefly shows the full bogie being winched into the processing sheds and tipped for storage. This clip also shows some of the belt driven machinery
The pug mill can best be described as a large homogenizer that cuts, mixes and compacts the clay into a single consistency that can be thrown on the wheel.
All Littlethorpe pots are hand thrown on twin cone potters wheels. The thrown pots are approximately 10 to 15% larger than the finished items, the size reducing as the pots are dried for firing on the hypocaust.
Video 3: See Roly centre 44 pounds of clay, make a large Tuscan planter and then cut it off the wheel. As this is a large pot the clip is about 12 minutes long.
 The hypocaust is designed along the same lines as a Roman flue; hollow
brick passages are covered by heat conducting stone slabs and heated
at one end by a coal fire. Wet pots are placed on the stone slabs and
gradually dried out over one to two weeks, depending on the size of
the pot.
The hypocaust is designed along the same lines as a Roman flue; hollow
brick passages are covered by heat conducting stone slabs and heated
at one end by a coal fire. Wet pots are placed on the stone slabs and
gradually dried out over one to two weeks, depending on the size of
the pot.
Great care is taken with the drying process as uneven drying can easily lead to the pots cracking prior to firing.
Pots that are dried and ready for firing are referred to as green ware and must be kept away from moisture. The green ware pots are now fired in electric kilns as opposed to the old coal fired Newcastle type kiln.
The kilns fire over a five-day period, taking one and a half days to reach temperature and three days to cool down. The pots are heat soaked at a temperature of 1020°C making Littlethorpe pots extremely resistant to the effects of frost.


